Genichi Taguchi

Genichi Taguchi (né le 1er Janvier 1924 au Japon) est un statisticien et un ingénieur ayant notamment développé une méthodologie complète d’application des statistiques à la production.
Ses parents ayant une activité de fabrication de kimonos, Genichi Taguchi oriente ses études vers l’ingénierie textile. Cependant, avec l’entrée en guerre du Japon en 1942, Taguchi est assigné au département astronomique de la l’institut de navigation (faisant parti de la marine impériale Japonaise.
Après la guerre, en 1948, il travaille pour le ministère de la santé au Japon où il est initié à l’expérimentation scientifique par Motosaburo Masuyama, un éminent statisticien Japonais qui remettait en cause les travaux de Sir Ronald Fisher sur les plans d’expérience.
En parallèle Taguchi travaillait à l’institut Japonais de mathématiques et de statistiques.
Deux années plus tard, en 1950, Taguchi rejoint une branche de la Nippon Telegraph and Telephone Corporation afin de travailler sur le contrôle qualité.
Il faut savoir qu’à cette époque, le contrôle qualité était très répandu au Japon grâce aux interventions d’Edwards Deming, Joseph Juran et du JUSE (Japanese Union for Scientists and Engineers).
A cette époque la Nippon Telegraph était rentré dans une concurrence très forte avec la Bell Telephone (USA) afin d’améliorer certains aspects produits.
A cette époque Taguchi se fait consulter par de nombreuses sociétés Japonaises sur son travail et son application des statistiques à la qualité (consultation notamment de la part de Toyota).
Au milieu des années 50 il travaille en tant que professeur itinérant (il reste basé au Japon) à l’institut Indienne des statistiques. Ce nouveau travail de professeur lui permet de collaborer étroitement avec Walter Shewhart qui travaillait chez Bell Telephone et Sir Ronald Fisher dont il était rappelons le en opposition sur son travail. Il collabore également avec Calyampudi Radhakrishna Rao, un grand statisticien Indien (élu « légende vivante » par l’American Statistical Association), qui inventera le concept de matrice orthogonale
Taguchi finit son doctorat au Japon en 1962 puis, sur invitation de John Tukey (encore un grand statisticien) il fait plusieurs interventions à l’université de Princeton (USA).
Il retournera de nombreuses fois et, à partir des années 80, participera à des travaux d’amélioration de la qualité chez Bell Labs (son ancien concurrent), Ford Motors, Boeing, Xerox ou encore ITT.
Finalement, Genichi Taguchi devient consultant à l’institut Japonaise des standards et directeur exécutif à l’American Supplier Institute (qui publie la majorité de ses ouvrages).
La Méthode Taguchi
Cette méthodologie peut être séparée en trois aspects importants :
- L’invention de la fonction quadratique de perte
- La gestion du contrôle qualité ‘off-line’ (on-line étant la qualité sur la ligne de production)
- Les plans d’expérimentation via les matrices orthogonales
Taguchi, avec la fonction quadratique de perte, décide de mesurer l’impact de la non-qualité sur la société (et pas seulement du point de vue du producteur).
Alors que les méthodes traditionnelles de mesures de la qualité se font via les cartes de contrôle (Control Charts) qui incluent des bornes (limites haute et basse) et que la non-qualité est identifiée comme un dépassement de la part du processus de ces même bornes, Taguchi, au contraire, se réfère à la valeur cible (ou nominale). Tout écart par rapport à cette valeur cible représente une perte, non seulement pour le producteur, mais aussi pour le consommateur et l’ensemble de la société (par effet domino).
Ainsi, des écarts graduels à la valeur cible ne produisent pas des incréments proportionnels dans la perte (linéaires), mais plutôt des incréments au carré (dont le nom, quadratique).
De ce fait, pour Taguchi (et cela rejoint à ce niveau le travail des autres statisticiens de la qualité), l’entreprise doit réduire la variation de ces processus afin d’atteindre la valeur cible.
L’exemple ci-dessous illustre le concept de fonction quadratique de perte :
Imaginons que vous fabriquiez des tuyaux dont le diamètre doit être de 20mm avec une tolérance de ±2mm. Vous relevez également qu’un écart des tolérances entraînera un échange du produit auprès du client et que cet échange à un coût de 5 Euros.
Vous prenez au hasard trois tuyaux et mesurez le diamètre.
Les résultats sont dénotés sur le graphique ci-dessous :
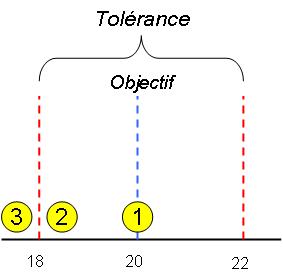
D’après les diamètres relevés et les tolérances imposées, les tuyaux 1 et 2 sont dans les limites donc acceptables et le tuyau 3 est de qualité inacceptable (puisqu’en dehors de la limite basse).
Cette conclusion se base sur l’analyse classique et se met surtout du côté du producteur.
Taguchi s’oppose à ce jugement.
Pour lui, si le diamètre ne fait pas 20mm alors il y a une perte qui définit comme suit :
« Tout écart par rapport à l'objectif engendre une perte financière (pour le client ou en interne) égale au carré de l'écart à l'objectif ».
Ainsi, Taguchi représente le même relevé mais sous un graphique différent :
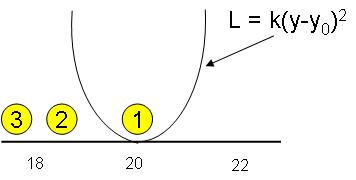
La formule de la fonction de perte quadratique s’écrit L = k(y-y0)2.
Elle est composée de :
- L : la perte financière
- K : la constante de perte
- y0 : l’objectif (la valeur cible)
- y : la valeur relevée de la caractéristique
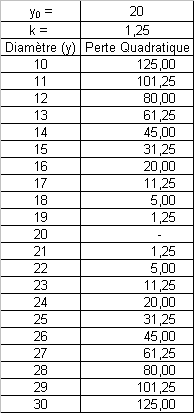
Dans notre exemple :
5 Euros = k * (22mm-20mm)2
5 Euros = k * 4
Nous calculons la constante k : 5 Euros / 4 = 1,25
Pour 25mm : nous cherchons L sachant que nous connaissons déjà k.
L = 1,25 * (25-20)2 = 1,25 * 25 = 31,25 Euros
Pour 15mm : nous cherchons L sachant que nous connaissons déjà k.
L = 1,25 * (15-20)2 = 1,25 * 25 = 31,25 Euros
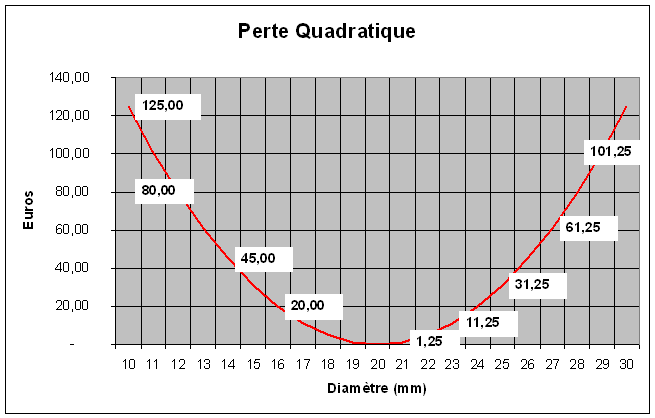
Nous pouvons computer facilement les pertes associés sur les 10 valeurs au-delà de la valeur cible 20mm (par tranche de 1mm) et dessiner le graphique correspondant :
Concernant les plans d’expérience à matrices orthogonales, les travaux de Taguchi rejoignent ceux de Fisher mais en la simplifiant (ce qui fera l’objet de critiques de la part de certains statisticiens).
En résumé, et ceci est valable pour tout type de plan d’expérience, l’expérimentateur déterminera toute les variables impactant le processus. Il séparera les variables contrôlables (sur lesquels il peut agir) des variables incontrôlables. Il procèdera à plusieurs essais (expériences) afin de mélanger différentes valeurs sur les variables contrôlables, ceci afin d’obtenir le meilleur processus ou produit et insensible aux aléas extérieurs (aux influences des variables). Ainsi, le processus ou produit deviendra robuste (c’est ce que l’on appelle le Robust Design ou Robust Design Engineering).
Critique de la méthode Taguchi
De nombreux statisticiens ont critiqué la méthode Taguchi, surtout son travail sur les plans d’expériences orthogonaux (matrices orthogonales).
Non pas que ces statisticiens (dont certains très célèbres comme Box ou Montgomery) rejette l’importance du sujet ni sa pertinence, mais le problème se pose dans la trop grande simplification apporté aux expériences scientifiques.
Le but de Taguchi était de simplifier au maximum ses techniques statistiques afin de permettre au plus grand nombre de les utiliser sans pour cela être un génie des mathématiques. Les critiques rejettent cette trop grande simplification en démontrant mathématiquement que certains résultats obtenus par les plans d’expérience orthogonaux mènent à des résultats déviants de ceux obtenus par des plans d’expériences ‘classiques’ (travaux de Sir Ronald Fisher).
Il faut noter que ses critiques sont fondées, si l’on considère la méthode Taguchi comme fixe.
Cependant, il faut voir les travaux de Taguchi comme une base de départ que l’expérimentateur doit adapter à son cadre de travail et au sujet étudié (il ne faut pas prendre sa démarche comme une solution clé-en-main).
