Lean Management
Résumer le Lean Management en quelques lignes va être bien difficile tellement il y a de définitions différentes. Ainsi, le texte ci-dessous s’inspire largement de l’interprétation qui en est faite par la Lean Enterprise Institute qui a été fondée par James Womack et Daniel Jones (nous verrons pourquoi ces deux personnes sont importantes pour le Lean).
D’où vient le Lean
Qui dit Lean pense automatiquement à Toyota.
Cependant, avant d’aller au Japon, il faut faire un petit détour par l’Italie et Venise en particulier.
L’Arsenal de Venise est très bien décrit dans l’ouvrage « Optimizing Factory Performance » de James Ignizio.
En effet, dès cette époque, Venise possédait un véritable empire maritime marchand (du 12ème au 19ème siècle). Elle le dû principalement au déploiement rapide d’une flotte de navires qui furent construit sur le canal de Venise (d’où le nom). Plus de 16000 personnes travaillent dans cet arsenal et géraient la construction du navire depuis l’arrivée des troncs d’arbre pour la découpe des planches jusqu’à l’armement du navire (c'est-à-dire la fourniture du navire en équipage).
Cette construction se faisait par étape et permettait une construction très rapide (il pouvait y avoir des pics de production de 4 navires par jour (en période de guerre).
Ce qui reste très amusant est que de nombreuses personnes étrangères à Venise vinrent visiter ce fameux Arsenal mais personne ne fît l’effort d’adapter cette méthodologie dans son propre pays (cela rappelle étrangement les visites des usines Toyota par les industriels occidentaux).
Ainsi, Galileo utilisa les travaux effectuer à l’arsenal pour confirmer deux hypothèses de travail, le roi Henri III de France visita le chantier et même Dante y fait référence dans « La Divine Comédie ».
Il est ainsi confirmé que l’Arsenal de Venise appliqué les techniques suivantes (qui sont l’apanage du Lean) :
- Le Juste-A-Temps
- La fabrication éclatée en modules
- La maintenance
- La standardisation des pièces (on se rappellera de ce concept beaucoup plus tard pendant la Guerre de Sécession Américaine avec Smith & Wesson)
- Le contrôle du stock
- Le contrôle des déchets (les fameux Mudas du Lean)
- La formation du personnel
Ce n’est pas avant la mise en place de la Ford Model T que l’on reverra une telle organisation industrielle, soit plusieurs siècles de perdu (il en va de même pour la stratégie militaire et aussi pour la logistique malheureusement).
Donc, en 1913, Henry Ford applique les mêmes idées et produit la très célèbre Ford T.
La production en flux est ainsi (ré)-inventée.
Il est admis que l’usine Ford avait très peu de stock.
Cependant, le principal problème restait le choix donné aux clients. On se souviendra de la phrase très célèbre de Henry Ford : « Le client peut avoir une voiture dans n’importe quelle couleur tant que c’est noir ».
Henry Ford (suite aussi aux travaux de Frederick Taylor) mis fin à l’artisanat.
En séparant la ligne complète de production en petites tâches facilement exécutables et surtout répétitives il bénéficiait de deux avantages :
- il n’avait pas besoin d’une main-d’œuvre qualifiée comme l’était les artisans ainsi il avait des coûts moindre en main d’œuvre
- il générait très rapidement des économies d’échelles du fait de la grande productivité des ces lignes d’assemblage
Dès 1930, mais surtout après la fin de la Seconde Guerre Mondiale, Kiichiro Toyoda et Taiichi Ohno revisitèrent le processus créé par Ford.
Non seulement ils pouvaient fournir de la variété aux clients, mais en plus, ils généraient très peu de stock. Ainsi naquit le Toyota Production System (TPS).
De manière basique Taiichi Ohno (que l’on peut considérer comme l’inventeur du Lean moderne) choisit d’adapter la production de chaque composant de la chaîne d’assemblage à la demande. Ainsi, le flux de production était en constante adaptation au marché, évitant la production de surplus (contrairement à la production en masse aux USA et en Europe dans le but de réaliser absolument des économies d’échelle).
De plus, Ohno mis en place l’entretien individuel des machines par les ouvriers travaillant dessus. La responsabilisation de ces mêmes ouvriers est une avancée très significative (on est loin de l’abrutissement de l’ouvrier au travail). De ce fait, l’ouvrier, conscient de son impact sur le produit finit, se sent responsable de la qualité et contribue à deux choses essentielles :
- il peut arrêter la chaîne de montage s’il juge qu’il y a un problème qualité (Toyota fût largement aidé par les cartes de contrôle crées par Shewhart et amenées au Japon par Deming)
- il contribue à l’innovation en amenant des idées nouvelles et le management les écoute (nous verrons plus tard que l’ouvrier de base participe souvent au groupes d’amélioration de type Kaizen car lui seul sait ce qu’il se passe véritablement dans l’usine)
Ohno mit en place également le système de Kanban.
La demande arrive à l’usine et remonte le long de la chaîne. La production fait le chemin inverse. Ainsi, le stock est automatiquement refait mais seulement suite à la consommation (et non pas sur des prévisions mathématiques).
De ce fait, il faut gérer les stocks de matières premières en flux tendus et l’incorporation des fournisseurs dans la qualité et la logistique est très importante. N’oublions pas que les conglomérats Japonais (keiretsu) sont très puissants et très solidaires entre eux.
Avec toutes ces mises en places, le Toyota Production System permet de:
- Produire à bas coût
- Produire une grande variété
- Produire une grande qualité
- S’adapter rapidement aux changements des demandes client
Les Américains puis les Européens découvrirent une partie du TPS grâce à Edwards Deming et surtout suite à l’invasion des produits Japonais (moins chers et de meilleure qualité).
Cependant, c’est surtout l’ouvrage de Womack et Jones (cités au début de l’article) qui attira l’attention des qualiticiens et des logisticiens. « The Machine That Changed The World » puis « Lean Thinking » décrivent les 5 principes du Lean Management :
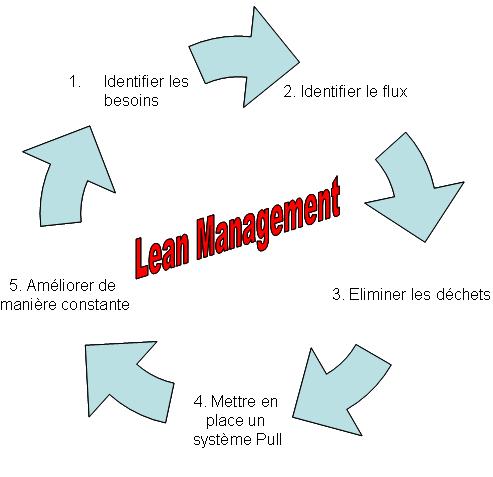
1. Identifier ce que désire le client
2. Identifier le flux de création du produit (la chaîne) et éliminer les déchets
3. Faire de la chaîne un flux constant suite à l’élimination des déchets
4. Introduire le concept de Pull au lieu du Push (c’est la demande du client qui lance la production et non pas l’usine qui décide quoi et quand produire)
5. Améliorer sans cesse le flux de production afin de constamment diminuer les étapes nécessaires et de servir le client plus vite
Les principes du Lean
Ces 5 principes peuvent être repris schématiquement comme suit :
Aspects importants
Le Lean n’est pas une technique pour réduire la masse salariale ou réduire les coûts.
Evidement, cela peut être la conclusion d’un projet (assurément de diminuer les coûts, pas forcément de diminuer le nombre d’employés).
Il faut percevoir le Lean comme une philosophie. Le but principal est de créer de la valeur, et ce, non pas en innovant (cependant, rien n’empêche l’innovation), mais plutôt en « dégraissant le système ».
Lors qu’un athlète se prépare à une épreuve sportive, il doit :
- Se préparer a l’avance (il ne peut décider du jour au lendemain de participer à un challenge sportif)
- S’affuter, afin d’être au top de sa forme le jour J
Le Lean préconise exactement la même chose pour l’entreprise :
- L’entreprise se prépare au fur et à mesure au Lean (ca ne se fait pas par un coup de baguette magique)
- L’entreprise débarrasse ses processus des tâches superflues et inutiles (les tâches qui n’apportent aucune valeur ajoutée au client)
Suite à cet exemple, plusieurs points sont à considérer :
- La mise en place du Lean prend du temps. Contrairement au Six Sigma (du moins à sa mauvaise interprétation marketing) le Lean est d’avantage une philosophie qu’une technique. Le management doit être convaincue et penser « Lean ». Il ne suffit pas, comme on le voit dans beaucoup d’annonces d’emploi, de rechercher un « expert Lean » (ou une Black Belt en Lean Six Sigma). Embaucher de telles personnes sans pour autant développer la bonne philosophie dans toute l’entreprise ne sert à rien, cela amènera au juste quelques succès à court terme avant que la mise en place s’effondre et que l’entreprise passe à une nouvelle technique à la mode
- Les tâches accomplies dans un processus peuvent être classées en trois catégories :
1. Les tâches à valeur ajoutée (le client paierait-il pour cette tâche là ?)
2. Les tâches à non valeur ajoutée (même question)
3. les tâches à non valeur-ajoutée mais obligatoires (pour raison légale, administrative tel qu’un audit, etc.)
- Ces tâches à non valeur-ajoutée sont appelées Mudas (gaspillage) et se classe en 7 catégories :
1. Non-qualité
On pourra y inclure par exemple les défauts de fabrication. Le produit d’une étape d’un processus ou du processus dans son ensemble doit être réalisé de manière parfaite dès la première fois (concept du DRIFT, voir la fiche sur Philip Crosby l’inventeur du Zéro Défaut)
2. Surproduction
Produire ce qui n’est pas demandé par le client dans un laps de temps très court ne sert à rien. On peut prendre le cas de l’industrie automobile qui crée souvent des modèles en surnombre qui seront ensuite bradés afin de vider les stocks
3. Temps d’attente
Attendre est une perte de temps. Si l’on imagine un processus avec 10 étapes successives et un temps d’attente de 2 minutes entre chaque étape, cela revient à perdre 20 minutes par produit. Il en va de même dans les services avec le fameux contrôle hiérarchique d’un document, une signature requise alors que le seul signataire n’est pas là, etc.
4. Transport
Il s’agit là du temps de transport de matériel, d’information, de personnes, d’un endroit à l’autre. Transmettre un document d’un département à un autre est un exemple de transport qu’il est potentiellement possible de supprimer. Il en va de même pour les marchandises d’un site à un autre.
5. Mouvement/déplacement
Cela ressemble au Muda Transport. Cependant ici il s’agit de déplacements réalisés dans le même endroit (dans une usine le fait par exemple qu’un opérateur doit se déplacer pour prendre la pièce ou l’outil nécessaire)
6. Stock
Il s’agit de l’accumulation de données, de matériel, à la sortie d’un processus et avant le début d’un autre (où à la fin même du processus dans le cas de produits finis). On peut penser aux trois stocks types : le stock de matières premières en début de processus, le stock intermédiaire dans la chaîne, le stock de produits finis en attente de livraison/vente. Souvent l’excès de stock est généré par une contrainte (voir la fiche sur Eliyahu Goldratt et sur la Théorie des Contraintes). Le Kanban est censé pouvoir éviter l’accumulation de stock.
7. Excessivité
Ce Muda est souvent lié à un surinvestissement. Il est également traité par la Théorie des Contraintes (il en fait référence dans ce texte sur le Lean de part sa simplicité de compréhension dans l’ouvrage « Le But »). De plus, des auteurs tels qu’Armand Feigenbaum (voir sa fiche) le mentionnent : pourquoi donner plus que ce qui est nécessaire ? Pourquoi acheter une machine qui peut produire 100 produits de plus à la journée si le processus est loin d’être saturé et est rempli de Mudas ?
Certains auteurs parlent d’un huitième Muda : l’utilisation erronée des capacités d’un collaborateur : soit la personne est surqualifiée et dans ce cas l’entreprise réalise une « perte intellectuelle » du fait d’une sous-utilisation de cet actif. Soit l’employé est sous-qualifié et dans ce cas il existe un réel risque de non-qualité, non-productivité, etc.
Terminologie importante
Il a été fait référence dans cet article à certains termes typique du Lean Management, voici un petit résumé de questions qui permettra une meilleure compréhension :
- Lean Manufacturing? Lean Management? Pensée Lean? Quelle est la différence?
Il n’y a aucune différence. Comme il l’a été vu, le Lean vient de l’industrie. Taiichi Ohno a conceptualisé et appliqué de manière très intelligente des techniques d’amélioration inventée principalement par les Américains et d’autres créent par les Japonais. Ce fût établit chez Toyota pour la production automobile, c’est pour cela que l’on parle de Lean Manufacturing. Depuis, le Lean s’est déployé dans les services (il y a de nombreux exemples notamment le secteur des transports, le secteur médical et même le secteur financier. Ainsi l’on parle d’avantage de Pensée Lean ou tout simplement de Lean Management car le Lean remodèle la culture de l’entreprise et non pas seulement la chaîne de montage.
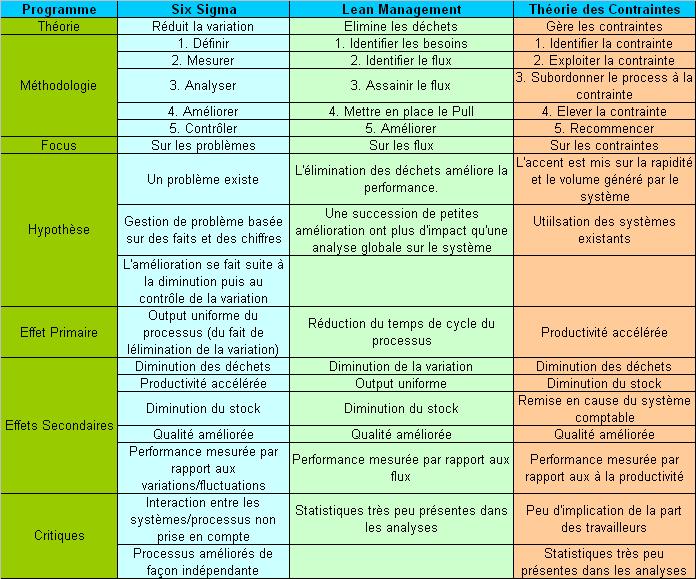
- Quelle est la différence entre le Lean, le Six Sigma et la Théorie des Contraintes ?
Il faut se poser la bonne question : pourquoi décide-t-on de mettre en place de telles méthodologies ? En général, la bonne réponse est pour améliorer la performance de l’entreprise. Chacune de ses méthodes permet de le faire mais avec des voies différentes (bien qu’elles se regroupent souvent, ainsi naquit le Lean Six Sigma et ensuite le mélange entre Lean, Six Sigma et Théorie des Contraintes).
Un article datant de Mars 2002 paru dans Quality Progress (un magasine de L’American Society for Quality – ASQ) compare ces trois méthodes :
- Qu’est ce que le Kanban ?
Le mot Japonais Kanban peut être traduit par fiche, carte.
Le Kanban reprend la liste des en-cours de production qui est transmise au fur et à mesure de la chaîne et permet ainsi un réapprovisionnement au plus juste du stock.
A la base le Kanban était une fiche, maintenant le Kanban prend d’avantage la forme électronique mais son utilisation reste la même.
- Qu’est ce que le Kaizen ?
Kaizen signifie amélioration continue.
De petites améliorations sont faites de manières régulières afin de provoquer une amélioration continue mais tout en évitant une véritable révolution.
Ainsi le changement est moins impactant sur les équipes qui sont de ce fait moins récalcitrante à s’adapter.
Comme support de la technique Kaizen on peut citer le PDCA de Shewhart (ou PDSA de Deming), la feuille A3.
On parle également de Kaizen Blitz (« Kaizen Eclair ») qui « enferme » les participants sur une courte période (2 ou 3 jours) et les fait travailler uniquement sur le problème à résoudre.
- Qu’est ce que le Poka Yoke
Le Poka-Yoke aurait été inventé par un personnage célèbre du Lean Management (et encore un employé de Toyota) Shigeo Shingo. Poka-Yoke signifie prévenir les erreurs. Il s’agit tout simplement d’un système permettant aux opérateurs de ne pas faire d’erreur (quand vous avez un menu déroulant dur une page internet pour choisir votre ville, cela évite les erreurs de saisie : c’est un Poka Yoke. L’objectif du Poka Yoke est le Zéro Défaut.
