Le bureau des plaintes
Beaucoup d’entreprises se dotent ou se sont doté à un moment donné d’un service réclamation (l’on fait référence ici aux réclamations par téléphone).
Ainsi, lors d’un appel reçu pour une réclamation, l’employé devra orienter le client mécontent vers un chemin tortueux qui le mènera vers le Saint-Graal : LA solution.
Cependant, il faut savoir que ce cheminement est justement le fait d’expériences précédemment vécues par l’entreprise. Ainsi une cartographie des flux est établie selon le type de problème et le type de réponse que le client fera à l’employé.
Malheur à vous si vous ne donnez pas la bonne réponse prévue par le système.
Toutefois, il faut savoir que la majorité des clients ne se plaint pas.
Ainsi, il apparaîtrait selon plusieurs études qu’environ seulement 5% des clients insatisfaits se plaindrait auprès de l’entreprise concernée.
De ce fait, il en résulte deux choses :
- La pauvreté du service réclamation rencontré quelquefois ne s’explique pas par le nombre de plaintes (même si tout est relatif, l’entreprise aurait à traiter un tout petit pourcentage de retours négatifs)
- La qualité se fait en amont de la chaîne, pas en aval, sinon il est déjà trop tard, le mal est fait
Beaucoup d’entreprises utilisent le précepte qu’une plainte est bonne car elle permet de s’améliorer. Certes ! Encore faut-il le faire.
Plusieurs méthodologies existent et beaucoup d’entre elles gèrent l’aspect psychologique et commercial de la relation entre le client mécontent et l’employé qui n’est pas forcément responsable mais dont le rôle est d’entendre des retours d’expérience négatifs chaque jour.
Ci-après nous allons voir certaines précautions statistiques à prendre afin d’analyser le retour client au plus juste.
Qui dit analyse, dit chiffres. En effet, nul besoin de demander à qui que ce soit dans l’entreprise le pourquoi du comment, chacun aura sa version des faits et personne n’aura raison. Ainsi, une analyse quantitative est indispensable. Seuls les chiffres ont raison.
Tout d’abord les plaintes client doivent être relevées par un système prévu à cet effet. Non pas qu’il faille absolument investir dans un CRM, mais une simple grille de tableur correctement aménagée fera amplement l’affaire.
De plus, il faudra dès la saisie de la plainte prévoir une catégorisation des plaintes. La création des catégories aura bien entendu été faite conjointement avec les premières personnes impliquées : les employés de ce fameux service.
Cette répartition des problèmes par affinité est très importante car elle permettra dans la plus part des cas de trouver une solution commune pour une catégorie de problème (par exemple, une analyse de Pareto pourra indiquer quels sont les 20% de causes qui représentent 80% des problèmes reportés par les clients).
Troisièmement, une carte de contrôle des plaintes doit être établie.
C’est ici qu’un changement par rapport à la méthode traditionnelle est apporté.
Tout d’abord pourquoi la carte de contrôle ?
Nous s’avons qu’une carte de contrôle va permettre de différencier les causes communes de variation des causes spéciales de variation.
L’on pourrait se demander pourquoi faire une telle différence dans notre exemple dans la mesure où l’objectif est d’avoir un produit/service parfait, donc d’avoir zéro plainte.
Ici, nous voyons une amélioration se service ou de produit. De ce fait, nous devons tout d’abord établir le niveau du problème (qui est dû à une variation par rapport à un objectif), le mettre sous contrôle et enfin le diminuer (et viser ainsi le zéro défaut).
Une autre méthodologie (basée sur le Reengineering) voudrait que l’on ‘détruise’ le processus actuel (le processus de fabrication par exemple) et que l’on en refasse un nouveau processus qui cette fois-ci sera robuste face aux variations (ex : méthode Taguchi).
Partant sur un principe d’amélioration (qui présente notamment moins de risque de rejet de la part des employés de l’entreprise lors de la mise en place) nous devons déterminer l’impact de la variation sur notre processus.
La logique : les cartes de contrôle discrètes
L’approche traditionnelle pour mesurer les défauts (ici, les plaintes) est d’utiliser des cartes de contrôle discrètes.
Ces dernières sont au nombre de quatre :
- p Chart
- Se base sur la fraction non-conforme
- Ex : sur 100 produits, 7 sont défectueux, p = 7/100 = 7%
- np Chart
- Se base sur le nombre de produits non-conformes
- Ex : sur 100 produits, 7 sont défectueux, np = 7
- c Chart
- Se base sur le nombre de non-conformités par produit
- Ex : sur 1 produit, on relève 3 défauts : c = 3
- u Chart
- Idem au c Chart mais les sous-groupes sont de tailles différentes
Dans notre cas, on utilise généralement le c Chart afin de prendre en compte le nombre de conformités (de plaintes) pour un produit spécifique.
Il faut savoir que ca c Chart est basé sur la distribution de Poisson et que donc, l’utilisation du c Chart assume que :
- la probabilité de plaintes est proportionnelle à la durée du relevé statistique
- la probabilité de plaintes multiples arrivant en même temps est négligeable
- la probabilité d’une plainte est consistante d’une période à une autre
- la probabilité d’une plainte pendant une certaine période est indépendante de la probabilité d’une autre plainte lors d’une autre période
Nous savons que le marché change tous les jours. Ainsi il est très peu probable que dans notre cas la première condition soit remplie (un mois de vente de notre produit peut être élevé et le mois suivant très faible, ainsi la proportion de plaintes risque d’y être corrélée).
Une autre solution serait ainsi d’utiliser le u Chart en place du c Chart précédemment évoqué.
Ainsi, la taille des échantillons pris peu varier et s’adapter au marché (pour le mois 1 nous pouvons avoir un échantillon de 10 produits avec en moyenne 3 défauts par produit, et pour le mois 2 un échantillon de 22 produits avec en moyenne 3,9 défaits par produit).
Le u Chart est une grande amélioration par rapport à l’utilisation traditionnelle du c Chart, cependant certains défauts persistent. Le plus notable est que l’on doive travailler avec des données discrètes alors que les données continues sont bien plus porteuses d’information. De plus, cela oblige l’analyste à connaître diverses cartes de contrôle et leurs spécificités (si l’on veut rendre la qualité accessible et que l’on parle d’implication de la loi de Poisson dans le c Chart alors il y a fort à parier que nombres de praticiens se perdront en route).
La carte de contrôle individuelle : quand simplicité rime avec efficacité
Pour contourner les divers problèmes rencontrés par les cartes de contrôle discrètes (quand l’on veut faire trop simple, l’on fait souvent compliqué) il peut être substitué la carte de contrôle individuelle également dénommée XmR chart.
Cette carte de contrôle fait partie de la famille des cartes pour données continues tout comme le X and R chart (qui utilise le Range, ou écart) et le X and S chart (qui utilise l’écart type).
Le gros avantage du XmR chart est qu’il n’y a pas besoin de créer de sous groupes (comme pour les X and R ou X and S charts) ce qui le rend aussi simple que les cartes de contrôle discrètes (nous disons que le sous-groupe est de taille n=1).
De nombreux statisticiens qualité et auteurs (Donald Wheeler, Forrest Breyfogle, Thomas Pyzdek) font référence au XmR Chart comme le « couteau Suisse » du qualiticien (où comment répondre à toutes les demandes de vérification de stabilité de processus avec un seul et même graphique).
Ainsi, pour notre problème de nombre de plaintes, chaque comptage de problèmes (de plainte) peut être comparé à une valeur individuelle. De ce fait, l’utilisation du XmR Chart est toute à fait permise.
Cette application du XmR Chart pour des données discrètes est possible quand le décompte de problèmes est important (ainsi la base statistique de calculs est large).
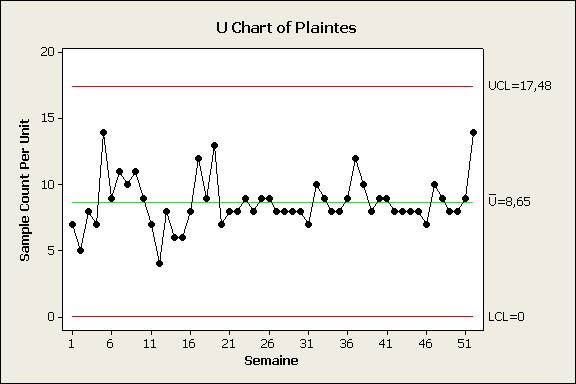
La comparaison entre le u Chart et le XmR est très intéressante (voir graphiques ci-dessous).
Dans le u Chart nous voyons que la moyenne des plaintes est de 8,65 /semaine.
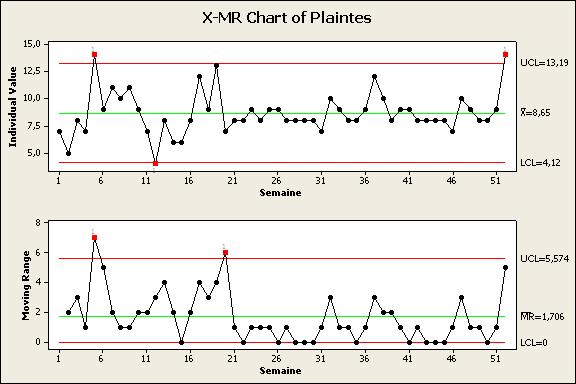
Il en va de même pour le XmR Chart.
Cependant, alors que le u Chart nous indique un processus stable (pas de valeurs en dehors des limites), le XmR Chart nous indique le contraire.
De plus, le XmR Chart nous donne d’avantage d’information :
- le X Chart indique la tendance centrale du processus
- le mR Chart (moving range) indique la variation du processus
Ainsi, que sait-on de nos données ?
La moyenne des plaintes est de 8,65 par semaine.
La variation moyenne, basée sur l’écart mobile (Moving Range), est de 1,706.
Dans la mesure où l’objectif de l’entreprise est de tendre vers le zéro défaut (un X Chart avec une moyenne de 0…) mais aussi de diminuer la variation (le mR Chart) alors il faudra :
- ramener le processus à l’intérieur des limites (le mettre sous contrôle)
- diminuer les limites et la moyenne (améliorer le processus)
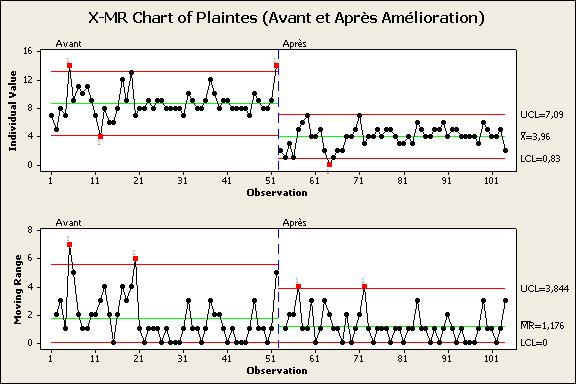
Pour finir, regardons l’impact de l’amélioration apportée sur le produit afin de diminuer le nombre de plaintes (voir graphique ci-dessous).
De nombreuses améliorations sont encore à apporter mais les premiers effets se font déjà ressentir (recentrage de la moyenne vers un niveau de plaintes par semaine plus ‘acceptable’ et diminution de la variation du processus).
Conclusion
Le rapport de plaintes de la semaine arrive sur le bureau du chef. Celui-ci hurle, bondit, rugit et forcément s’en prend au premier venu.
Mais, ce chef, sait-il ce qu’est la variation ? Sait-il lire une carte de contrôle ?
Ces questions de base doivent être maîtrisées par toute personne intéressée par l’amélioration des performances de l’entreprise.
Enfin, n’oublions pas, comme le précisait Edwards Deming, que 85% des problèmes viennent du système et donc du management. Rappelez-vous en quand le chef criera la prochaine fois, car seul le chef peut lancer l’élan de changement du système.
